What is it all about? In particular, what do they mean by ‘precision’ and ‘micro’ in relation to stereolithography? Here they take a closer look at this exciting new technology and highlight some applications for which it has already been used.
What is PµSL?
PµSL is a 3D printing technology for both prototyping and low-volume manufacture – sometimes referred to as Additive Prototyping (AP) and Additive Manufacturing (AM). The technology uses photopolymer resins that are solidified by ultraviolet (UV) light. As with SLA and DLP, which also use photopolymer resins, PµSL parts benefit from near-isotropic material properties.
Importantly, with PµSL a complete area is cured in one UV exposure, which is similar to DLP. However, there are some important differences between the technologies, one of the most important of which is the optics. Because of the optics and the way PµSL operates, each exposure cures a relatively small area but with extremely high resolution. Also, the layer thickness is much less than in other 3D printing technologies. What this means is that PµSL builds parts with exceptional resolution in X, Y and Z, and very smooth surfaces.
To quantify that, the resolution in X and Y is down to 2µm and the layer thickness is 5-40µm. Consequently, they quote a general tolerance on parts of just ±10µm to ±25µm, and the technology can produce very fine details, thin walls and sharp edges.
If you take another look at those numbers, you will see they are more than an order of magnitude better than the equivalents for SLA, DLP, SLS and PolyJet (general tolerance on these parts is ±0.5mm).
Thanks to the high optical resolution and thin layers, PµSL produces parts with a surface finish that is typically 0.4-0.8µm Ra on the top and 1.5-2.5µm Ra on the sides. Again, this is at least an order of magnitude better than for SLA or DLP, particularly on the sides. The smooth surfaces of PµSL parts mean sanding and other hand finishing processes are not normally necessary.
As you can see from the above, the PµSL technology 3D prints parts with far higher precision and accuracy than alternatives such as SLA, DLP or SLS, and is capable of creating features measured in microns. This is why the company that developed the technology, Boston Micro Fabrication (BMF), calls it Precision Micro Stereolithography and the company claims its machines produce the industry’s most accurate and precise high-resolution 3D prints.
Part size
One of the keys to the technology’s success is the optics. However, to achieve the very high resolution, each UV exposure covers a relatively small area. This is not a problem with very small parts but what if you want larger parts? Rather than move the optics further from the bed, which would compromise the resolution, BMF has developed a high-precision step-and-repeat system for moving the bed in X and Y. Larger areas are therefore printed by means of multiple exposures that are positioned very accurately relative to each other. The step-and-repeat approach also enables multiple small parts to be built concurrently.
The 3D printer we installed is a BMF microArch S240 with a build envelope of 100 x 100 x 75 mm, they don’t recommend parts with a dimension in Z greater than 20mm. Because of the very small layer thickness and the need to step-and-repeat, it would take a long time to 3D print a part that occupied all the available volume. However, it is normally the case that tolerances of tens of microns are only necessary on smaller parts, so build time tends not to be an issue.
Material choices for micro precision parts
Whatever 3D printing technology you choose, your part will only ever be as good as the material. Clearly, when you are 3D printing small features, the material needs to be high-grade in order that fine details have good definition, strength and stiffness.
BMF offers its own range of materials or, alternatively, microArch 3D printers can be used with other photopolymers. From a choice of, potentially, thousands of materials, they have selected three to meet their customers’ needs. By focussing on just three materials, they have been able to run lengthy trials and learn the processing characteristics of each. They can therefore be sure of getting customers’ parts ‘right first time’ with the highest quality and reliable deliveries.
- HTL resin cures to a black/carbon black high-performance engineering material with excellent strength and rigidity. Finished parts can withstand temperatures up to 114°C and are autoclavable. Water absorption is minimal.
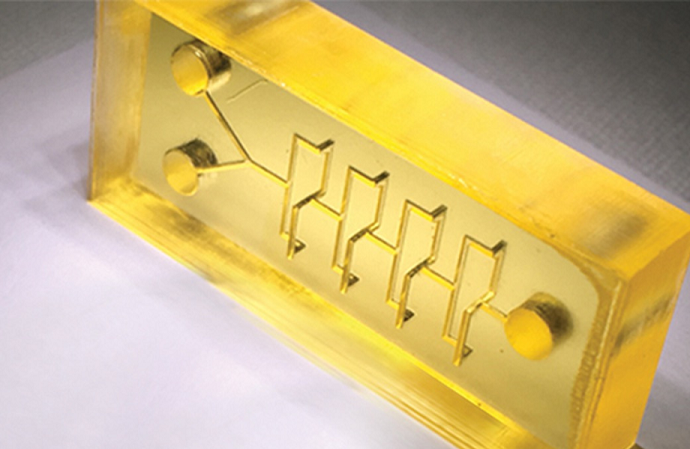
- BIO resin is used for 3D printing non-implantable medical parts requiring biocompatibility. This material is transparent yellow, can be sterilised and has passed ISO 10993 biocompatibility tests for skin irritation and sensitization, toxicity, cytotoxicity, pyrogenicity and in vitro hemolysis. Tensile strength and flexural strength are marginally lower than for HTL resin and water absorption is even less.
- RG resin is versatile for producing durable parts either for functional testing or end-use. The cured material does not absorb moisture and is biocompatible. In common with BIO resin, RG resin produces transparent yellow parts. Tensile strength is slightly higher than for BIO resin but lower than for HTL resin, while elongation at break is higher than both.
These three materials can be finished in much the same way as SLA or DLP parts. However, because of the small size, tight tolerances and functional nature of the parts for which PµSL is typically used, secondary finishes are seldom requested.
Example applications
Prototype Projects have only recently commissioned their PµSL 3D printer, but they had been talking to selected customers for a while, asking whether they would find such a technology helpful. Once the 3D printer was ready, customers were eager to build parts that simply could not be 3D printed any other way.
BMF promotes its PµSL technology for applications such as medical devices, electronics, microfluidics and MEMS (micro-electro-mechanical systems). So far, they have had customers ordering parts for mechatronic systems, microfluidics, life sciences and turbomachinery. The parts they have 3D printed for these customers have been small, but the ability to 3D print ultra-fine detail with tight tolerances has been invaluable.
When you look at what PµSL can achieve, you realise that it could be used instead of CNC machining certain parts where high precision is required. Nevertheless, the biggest potential lies in 3D printing parts that cannot be made any other way. This means designers can truly be creative and develop ideas that would not have been feasible before. And remember, too, that PµSL micro 3D printing is suitable for both prototype parts and low-volume production parts.
Find out more
Visit our website to find out more about PµSL. If you need precision micro prototype or end-use parts 3D printed with PµSL, or would like to explore the possibilities of this remarkable new technology, contact us on 01763 249760.


