Three key benefits of CNC Turning
One of the biggest advantages offered by CNC turning is the accuracy of the finished part and the tight tolerances that are held. While the typical tolerance on a 3D printed part might be ±0.5mm, our quoted tolerance on CNC turned parts is five times better at ±0.1mm. In fact, we usually achieve tighter tolerances than this because of the inherent capabilities of turning centres and tooling. If requested, we can work to specified tolerances on critical dimensions. So, if the geometry is suitable for CNC turning, the part will be more accurate than if it were made by 3D printing, and this accuracy can be crucial when the part is needed for functional tests.
Strength is another way in which CNC turned parts are superior to 3D printed parts. When a part is made from a solid, homogeneous material using a subtractive manufacturing technology, it will inevitably have greater strength and toughness than a part made with additive manufacturing. Because of the nature of the 3D printing processes, the interlayer (Z axis) bonds are less strong than the bonds in the X and Y axes, so parts are weaker and anisotropic. The exception is 3D printing processes using liquid resins, such as SLA, DLP and PµSL, but the choice of materials for these processes is relatively limited. Consequently, if strength is important for your prototype part, typically because it is functional, CNC turning will be better than 3D printing.
The third key benefit of CNC turning compared with 3D printing is the much wider choice of materials that can be processed, particularly engineering plastics and metals. Other materials can be machined as well, such as composites (eg Tufnol), tooling board. As for plastics and metals, these are available in solid form in a more extensive range of grades than is offered for 3D printing. If it is important to build a prototype using production-grade materials or solid materials that simply cannot be 3D printed, then CNC machining is your best option.
Finishes
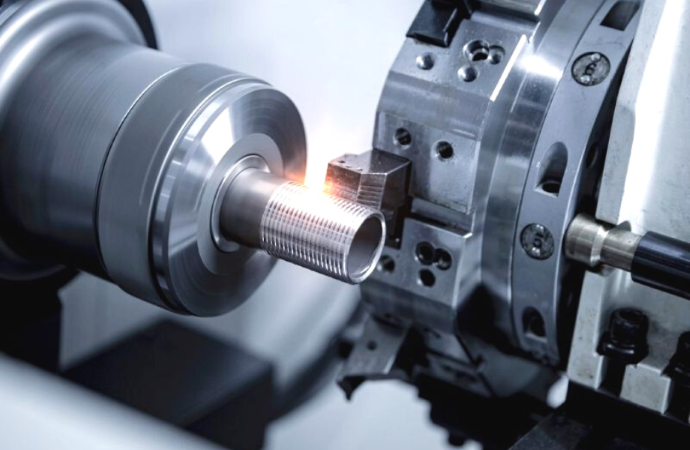
CNC turned parts come off the lathe with an excellent surface finish, better than CNC milling. This is often perfectly acceptable for prototype parts, so secondary finishing operations are not required. Parts turned from engineering plastics are normally cleaned and used in the as-machined condition unless they need to be painted for aesthetic reasons.
The choice of finishes is closely related to the material, as not all finishes can be applied to all substrates. For example, aluminium parts can be left as machined, given a light bead blast to remove machining marks, and optionally clear or colour anodised. In contrast, steel parts can be electroplated, painted or chemically blackened for aesthetic or functional reasons. Depending on the grade used, steel parts can also have their surface properties improved by processes such as heat treatment, plasma nitriding, shot peening and hard chrome plating.
Brass also accepts electroplating, which makes it a good material for electrical components that need gold plating to prevent corrosion and ensure minimal resistance. Of course, gold plating is also ideal for adding aesthetic highlights to consumer goods.
Another option sometimes specified is overmoulding and we undertake this in-house using our polyurethane resin vacuum casting facilities. We can therefore apply abrasion-resistant coatings or soft-touch ergonomic grips, depending on the part’s requirements. Such overmoulding is popular for both prototyping and low-volume production.
Turned features
Most parts are CNC turned from solid round bar but we can also turn stock that is hollow, square, hexagonal, rectangular, or has external teeth for gearing or timing belts. Screw threads are often turned, with the threadform either being for fastening or for converting rotary to linear motion (eg Acme screw threads).
Ideally, parts are machined and parted off using one setup. If necessary, the part can be removed and turned around so the second end can be machined.
Less commonly, a component can be partly machined then repositioned in a four-jaw chuck for turning eccentrics.
Don’t forget that we also have in-house CNC milling. This means we can readily perform secondary machining operations on turned parts – such as adding flats, radial holes or other machined features.
How quick and how many?
We offer an Express CNC service, with parts shipped in three working days. This is very quick, though not quite as fast as our Express 3D printing service (parts shipped the next working day). Express CNC parts need to meet certain criteria relating to, for example, the material and geometry, otherwise more options are available if a slightly longer lead time is acceptable.
An amount of preparatory work is necessary before a part can be machined. First, we check the customer’s CAD data file and resolve any queries. Next, we generate a toolpath program using our MasterCam software, and prepare work instructions for the machinist. When the job is allocated to a machine, the material is loaded into the lathe’s chuck or collet, the machinist ensures the automatic toolchanger is populated with the correct tools, and the usual pre-machining checks are conducted. We have streamlined these preparatory processes as much as possible, including paperless setups, so one-off prototype turned parts are quick and cost-effective. Nevertheless, the cost-per-part reduces if more than one is required, as it is not necessary to work through all the preparatory steps each time. And part-to-part repeatability is excellent with CNC turning.
Find out more
If you need CNC prototype parts, or would like to discuss whether CNC machining or 3D printing is best for your project, visit our website or call us on 01763 249760.


